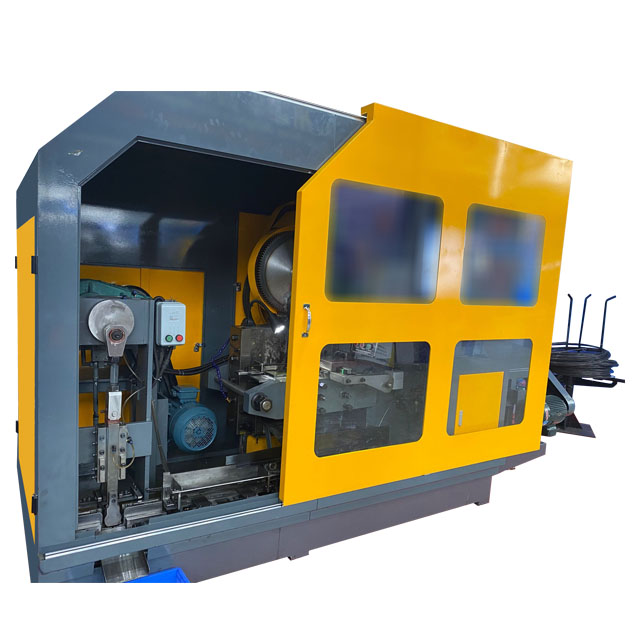
La machine à entendre Ronen® Cold Forge peut façonner les pièces métalliques sans avoir besoin de chauffage. Il utilise la pression pour façonner la tête sur le boulon ou la tige, ce qui en fait un choix rentable pour les fournisseurs. Il ne nécessite aucun équipement de chauffage, ce qui réduit à la fois le temps d'installation et les coûts opérationnels pour les fournisseurs. Vous avez juste besoin de charger le blanc métallique dans la machine, et il façonnera la tête en quelques secondes - une efficacité qui aide les fournisseurs à respecter les délais de production serrés.
La machine à en-tête de forge froide est un appareil qui, sans chauffer le métal, utilise des moules pour appuyer une extrémité du fil en différentes formes par extrusion. Il peut appuyer une tête ronde ou une tête hexagonale à partir d'une extrémité du fil rond. Les métaux communs peuvent tous être traités.
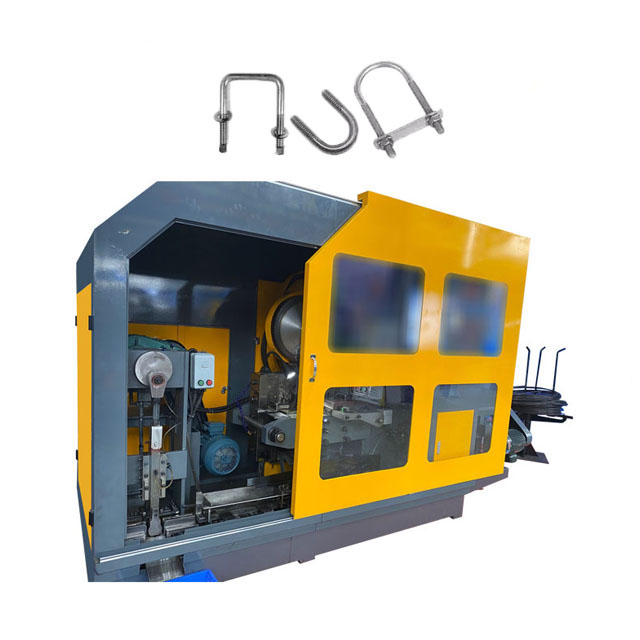
La machine à en-tête de forge froide façonne les têtes des pièces métalliques telles que les boulons, les vis ou les rivets à température ambiante. Cette machine utilise les fils de matières premières coupées et utilise un bouleversement à haute pression pour façonner une extrémité. Un coup de poing puissant presse la matière première dans le moule de formation, provoquant le décalage du métal et formant ainsi la forme de la tête. Aucun chauffage ou élimination des matériaux n'est requis.
La machine à en-tête de forge froide prend précisément le fil comme entrée. Ces blancs sont généralement introduits automatiquement dans la machine via une trémie ou un système de transport connecté à la machine de coupe. Des diamètres et des longueurs vides cohérents sont cruciaux pour garantir que les têtes formées ont le volume et les dimensions corrects. Cette machine est dédiée à forger des têtes.
À l'intérieur, le blanc est serré et positionné dans la cavité du moule. Le punch entraîne le coup de poing contre la fin du blanc avec une force énorme. Pour les têtes complexes, les pièces doivent passer à travers plusieurs stations. Chaque station effectue des étapes de formation progressives, en utilisant une série de coups de poing et de moules pour façonner progressivement le métal dans le contour de tête final.
| Modèle | X065 | X0685 | X06127 | X0860 | X08100 |
| Motor principal KW (4HP) | 4 | 4 | 5.5 | 7.5 | 7.5 |
| Diamètre (mm) | Max.6 | Max.6 |
Max.6 |
Max.8 |
Max.8 |
| Longueur | Max.50 |
Max.85 |
Max.127 |
Max.60 |
Max.100 |
| Maindie (mm) | Φ45 * 108 |
Φ45 * 108 |
Φ45 * 150 |
Φ60 * 128 |
Φ60 * 128 |
| 1stpunch | Φ36 * 94 |
Φ36 * 94 |
Φ36 * 94 |
Φ38 * 107 |
Φ38 * 107 |
| 2rdpunch | Φ36 * 60 |
Φ36 * 60 |
Φ36 * 60 |
Φ38 * 107 |
Φ38 * 107 |
| Cutter (mm) | 10 * 25 | 10 * 25 | 10 * 25 | 12 * 28 | 12 * 28 |
| Vitesse (pcs / min.) | 130 | 80 | 70 | 60-100 | 60-80 |
| Poids (kg) | 2200 | 2200 | 2500 | 4000 | 4200 |
Les arguments de vente de la machine à ruban adhésif à froid sont très pratiques. Il ne nécessite pas de chauffage du métal, d'économiser les coûts d'énergie de l'utilisation des incendies, et il n'y aura pas de chaleur excessive dans l'atelier en raison du chauffage. Les pièces transformées ont une forte résistance à la tête car le métal n'a pas été brûlé et la structure interne n'a pas été endommagée. Ils sont encore plus robustes que ceux forgés après avoir été chauffés.
 Machine de frappe à froid de pièce d'écrou de blocage
Machine de frappe à froid de pièce d'écrou de blocage Machine de forgeage à froid à écrou hexagonal soudé
Machine de forgeage à froid à écrou hexagonal soudé Attacher la machine de formage à froid d'écrou
Attacher la machine de formage à froid d'écrou Écrou de broche de chaîne faisant la machine
Écrou de broche de chaîne faisant la machine Machine de frappe à froid de pièces d'écrou en cuivre
Machine de frappe à froid de pièces d'écrou en cuivre Machine de frappe à froid de pièce d'écrou hexagonal en laiton
Machine de frappe à froid de pièce d'écrou hexagonal en laiton