




La machine de forgeage à froid Ronen® à 7 stations complète l'ensemble du processus de fabrication des boulons sur une seule ligne de production : alimentation du fil, refoulement, formage de la tête, coupe et pré-filetage, avec un total de sept stations. Il n’est pas nécessaire de déplacer les matières premières entre les machines.
La machine de formage de boulons à 7 stations de forgeage à froid transforme le fil métallique en ébauches de boulons de haute précision grâce à sept processus d'extrusion à froid consécutifs. Il peut manipuler des fils de différents diamètres et produire des boulons répondant à des exigences élevées de précision et de résistance.
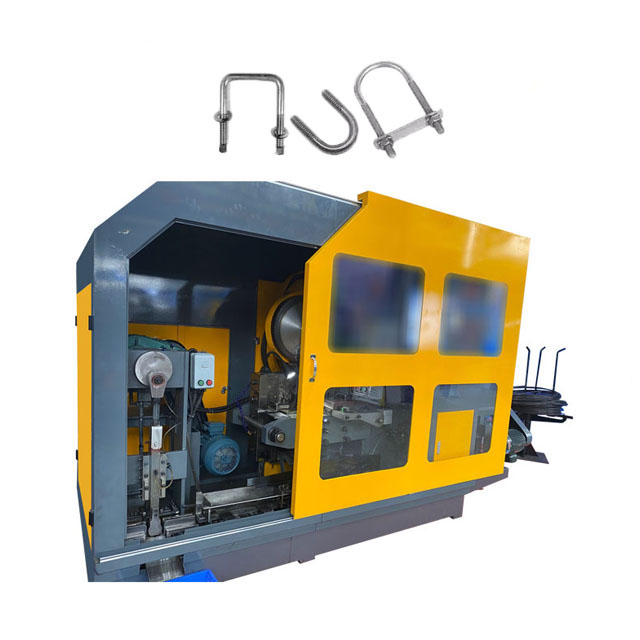
La machine de forgeage à froid à 7 stations est une machine de forgeage à froid sophistiquée spécialement conçue pour la fabrication de boulons à têtes complexes ou de plus grandes tailles. Il subit sept processus de forgeage consécutifs sur une seule billette de fil. Ce processus en plusieurs étapes permet un déplacement important du métal et permet la formation de caractéristiques complexes, telles que des rainures d'entraînement profondes ou des rainures sous la tête.
Les sept stations de la Bolt Former Machine ont des fonctions distinctes : la station 1 est destinée à l'alimentation et à la coupe ; Le poste 2 sert à former initialement la forme de la tête ; La station 3 est destinée au pré-forgeage de la tête ; La station 4 sert à façonner avec précision la tête ; Le poste 5 est destiné à former le gradin de la partie tige ; Le poste 6 est destiné à façonner la partie tige ; et la station 7 est destinée à la finition finale. L'ensemble du processus est terminé automatiquement.
La machine de formage de boulons à 7 stations de forgeage à froid nécessite un système d'alimentation et de coupe de fil très précis. Le fil doit être entièrement redressé avant de pouvoir être coupé en flans de longueur précise. Un volume vierge constant est crucial car le matériau sera distribué à travers plusieurs étapes de formage pour obtenir la forme finale de la tête sans défaut.
| Modèle | Unité | RNBG-63S | RNBF-83S | RNBF-83SL | RNBF-103S | RNBF-103L | RNBF-133S | RNBF-133SL | RNBF-133L |
| Station de forge | NON. | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 |
| Force de forge | KGF | 35.000 | 60.000 | 60.000 | 80.000 | 80.000 | 115.000 | 120.000 | 120.000 |
| Diamètre de coupure max. | mm | ø8 | ø10 | ø10 |
ø12 |
ø12 |
ø15 |
ø15 |
ø15 |
| Longueur max.cui-off | mm | 80 | 80 | 115 | 135 | 185 | 145 | 190 | 265 |
| Taux de sortie | pièces/min | 150-240 | 130-200 | 120-190 | 100-160 | 85-140 | 90-160 | 80-120 | 60-100 |
| P.K.O.AVC | mm | 12 | 15 | 18 | 30 | 30 | 30 | 40 | 40 |
| Coup de K.O. | mm | 70 | 70 | 92 | 118 | 160 | 110 | 175 | 225 |
| Course du vérin principal | mm | 110 | 110 | 160 | 190 | 262 | 190 | 270 | 380 |
| Puissance du moteur principal | kW | 11 | 15 | 18.5 | 22 | 22 | 30 | 37 | 37 |
| Dimensions globales de la matrice coupée | mm | ø30x45L |
ø35x50L |
ø35x50L |
ø45x59L |
ø45x59L |
ø63x69L |
ø63x69L |
ø63x69L |
| Dimensions globales de la matrice de poinçonnage | mm | ø40x90L |
ø45x90L |
ø45x125L |
ø53x115L |
ø53x115L |
ø60x130L |
ø60x130L |
ø60x229L |
| Dimensions globales de la matrice principale | mm | ø50x85L |
ø60x85L |
ø60x130L |
ø75x135L |
ø75x185L |
ø86x135L |
ø86x190L |
ø86x305L |
| Pas de matrice | mm | 60 | 70 | 70 | 90 | 94 | 110 | 110 | 110 |
| Poids approximatif | Tonne | 6.5 | 11.5 | 12 | 15 | 19.5 | 20 | 26 | 31 |
| Diamètre du boulon applicable | mm | 3-6 | 5-8 | 6-10 | 6-10 | 8-12.7 | 8-12.7 |
8-12.7 |
8-12.7 |
| Longueur de tige du flan | mm | 10-65 | 10-65 | 15-90 | 15-110 | 20-152 | 20-100 | 20-160 | 50-220 |
| L'ensemble s'assombrit | mm | 5300*2900*2300 | 6000*3100*2500 | 6500*3100*2500 | 7400*3500*2800 | 9000*3400*2900 | 7400*3500*2800 | 10000*3690*2900 | 10000*3690*3000 |
Le principal argument de vente de la machine de formage de boulons à 7 stations de forgeage à froid est le « traitement étape par étape multi-stations », qui permet la production de boulons structurels complexes avec une précision extrêmement élevée. Ses sept postes de travail se façonnent et s'affinent progressivement, garantissant que chaque détail est correctement agencé. La concentricité entre la tête et le manche est extrêmement bonne.
 3 matrices 3 sous la machine de frappe à froid de la pièce de boulon
3 matrices 3 sous la machine de frappe à froid de la pièce de boulon 4 matrices 4 sous la machine de forgeage à froid des boulons
4 matrices 4 sous la machine de forgeage à froid des boulons 5 Matrices 5 ci-dessous la machine de formage à froid de pièces de boulons
5 Matrices 5 ci-dessous la machine de formage à froid de pièces de boulons Machine de fabrication de boulons
Machine de fabrication de boulons Ancienne machine de forgeage à froid à 3 stations
Ancienne machine de forgeage à froid à 3 stations Ancienne machine de forgeage à froid de boulons à 5 stations
Ancienne machine de forgeage à froid de boulons à 5 stations