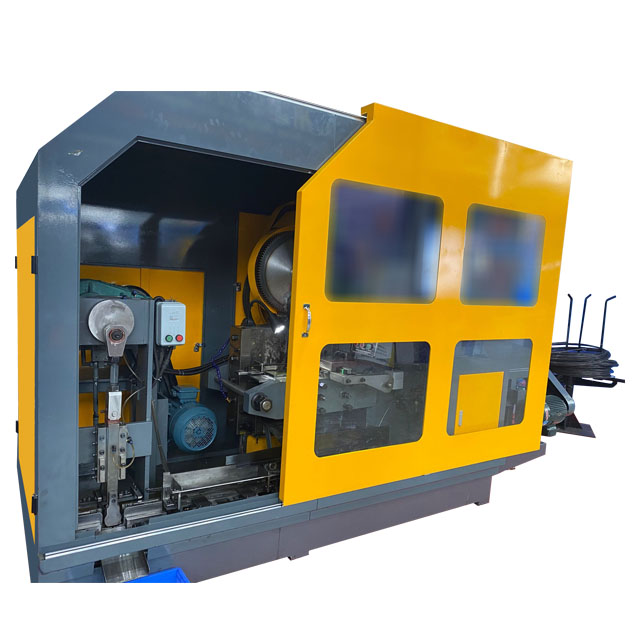
La machine à fabrication du rivet est spécialement conçue pour produire divers types de rivets. Tout d'abord, le fil métallique est introduit dans la machine, qui est ensuite coupée en petites sections d'une longueur fixe. Ensuite, il est pressé à travers un moule pour façonner une ou les deux extrémités du fil dans la forme de la tête d'un rivet.
La machine à fabrication du rivet est spécialement conçue pour produire divers types de rivets. Tout d'abord, le fil métallique est introduit dans la machine, qui est ensuite coupée en petites sections d'une longueur fixe. Ensuite, il est pressé à travers un moule pour façonner une ou les deux extrémités du fil dans la forme de la tête d'un rivet.
Paramètre du produit (spécification)
| Modèle |
Unité |
WH-NF 11B-6S |
WH-NF 14B-6S |
WH-NF 19B-6S |
WH-NF 24B-6S |
WH-NF 33B-6S |
WH-NF 41B-6S |
| Station de forgeage |
NON. |
6 | 6 | 6 | 6 | 6 | 6 |
| À travers des appartements d'écrou |
MM |
5.5-12.7 |
10-17 |
14-22 |
17-26 |
24-33 | 30-41 |
| Noix hexagonale appropriée |
DEPUIS |
M3-M6 |
M6-M10 |
M8-M14 |
M10-M18 |
M16-M22 |
M20-M27 |
| Dia coupé |
MM |
11 | 16 | 19 | 24 | 31 | 40 |
| Dies pitch |
MM |
50 | 60 | 80 | 100 | 140 | 165 |
| Puissance de forge |
Tonne |
60 | 90 | 135 | 230 | 360 | 450 |
| Moteur principal |
HP |
15 | 20 | 50 | 75 | 150 | 200 |
| Moteur de lubrification |
HP |
1.5 | 1.5 | 1,5 3 | 1,5 3 | 3 | 3 |
| Quantité installée |
ENSEMBLE |
(1) |
(2) |
(1) (1) |
(1) (1) |
(2) |
(2) |
| Lubrifiant |
L | 700 | 1000 | 1200 | 1700 | 1900 | 2200 |
| Poids approximatif |
Tonne |
4.5 | 8 | 14 | 25 | 45 | 72 |
Les caractéristiques de la machine de fabrication de rivets sont assez évidentes. Le remplacement du moule est très pratique. Pour faire différentes formes de rivets, modifiez simplement l'ensemble de moisissures. Par exemple, des têtes rondes aux têtes plates. La force d'impact de cette machine est suffisante. Qu'il s'agisse de matériaux en aluminium, en cuivre ou en fer, il peut appuyer des têtes régulières sans craquage ni déformation.

Détails du produit
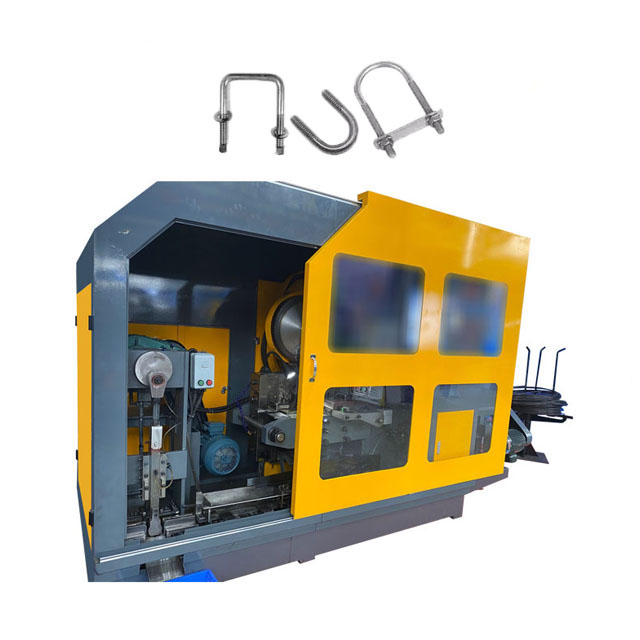
La machine de fabrication de rivets utilise principalement le processus de cap de froid pour transformer le fil en rivets solides. Ce processus consiste à nourrir le fil, à le redresser, à le couper dans des blancs précis, puis à façonner la tête de rivet. La machine utilise la haute pression, en utilisant un punch pour extruder et couper une extrémité du blanc dans la cavité du moule. Le processus d'en-tête du froid provoque le décalage du métal, formant ainsi la forme caractéristique de la tête de rivet sans avoir besoin de chauffer le matériau.
La machine alimente d'abord la tige métallique (généralement en acier, en aluminium ou en alliage de cuivre) dans le mécanisme de redressement pour éliminer tout virage. Ensuite, la machine de cisaillement de précision coupe le fil redressé en billettes de longueurs spécifiques. Ces billettes de taille uniforme sont les matières premières avant d'entrer dans la section de cap froide (pour former les têtes de rivet), et elles sont d'une importance cruciale.
De nombreuses machines de fabrication de rivets sont équipées d'une station de coupe immédiatement après le processus de bouleversement. Cette étape peut éliminer les petites bourres ou les bords tranchants formés au bord de la nouvelle tête de rivet (l'excès de métal a été pressé entre le punch et le filie). La coupe garantit que la tête de rivet a un contour clair et un diamètre cohérent, ce qui est crucial pour une installation et une apparence appropriées.
 Machine de forgeage à froid de rivet de fer
Machine de forgeage à froid de rivet de fer Machine de formage de pièces de rivets en acier inoxydable
Machine de formage de pièces de rivets en acier inoxydable Rivet de fer faisant la machine
Rivet de fer faisant la machine Machine de frappe à froid de rivets tubulaires
Machine de frappe à froid de rivets tubulaires Machine de frappe à froid de pièces de rivets en acier au carbone moyen
Machine de frappe à froid de pièces de rivets en acier au carbone moyen Machine de frappe à froid de pièces de rivets en acier à outils
Machine de frappe à froid de pièces de rivets en acier à outils