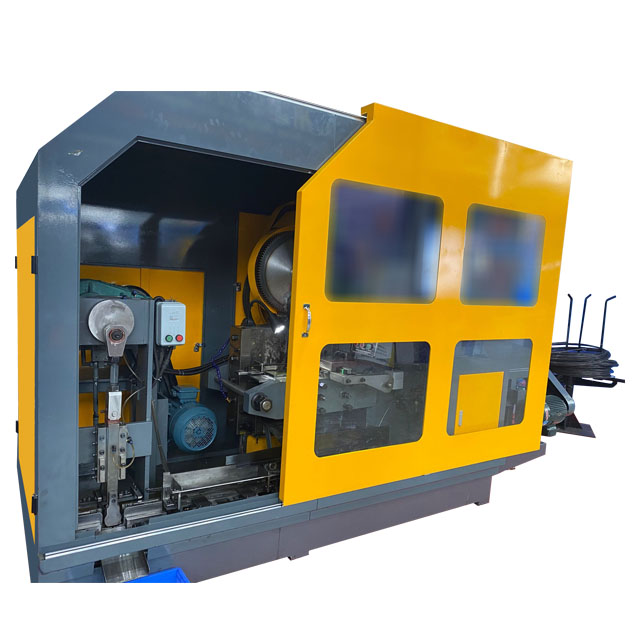
La machine de frappe à froid pour vis autoperceuses Ronen® forme l'ébauche des vis autoperceuses par frappe à froid, sans avoir besoin de chauffage, ce qui permet aux fabricants d'économiser considérablement du temps et des coûts. Cette machine produit des têtes de vis en une seule opération. Tout ce que vous avez à faire est d'insérer le fil métallique dans la machine d'alimentation et de régler la taille de la vis.
La machine de frappe à froid pour vis autoperceuses roule directement le fil dans les vis. Il peut façonner le métal sans chauffer, formant ainsi en continu la pointe du foret et les filetages. Cette méthode peut produire efficacement des vis auto-perceuses lors de leur utilisation.
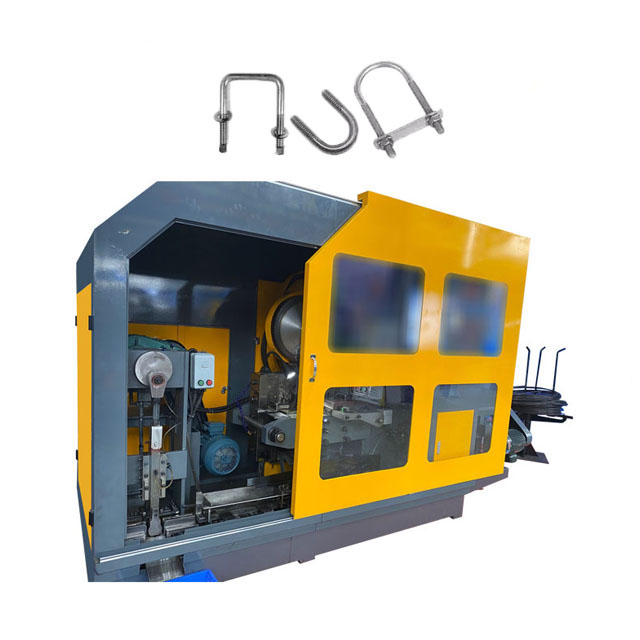
La machine est équipée d'outils spécialisés pour créer la géométrie de la pointe du foret. La forme de la pointe du foret est cruciale car elle détermine si la vis peut pénétrer efficacement dans le métal ou le bois sans trou pré-percé. Son fonctionnement consiste à charger le fil et à surveiller la sortie.
L’utilisation d’une machine de frappe à froid pour vis autoperceuses pour fabriquer des vis autoperceuses peut améliorer la résistance du métal. La technique de traitement à froid rend la tige de vis et la pointe du foret plus résistantes que celles produites par traitement mécanique. Elle peut fonctionner en continu, transformant le fil en produits finis, à savoir des vis autoperceuses sur mesure.
L'utilisation de la machine combine plusieurs étapes en une seule. Il n'est pas nécessaire de fabriquer d'abord les vis, puis d'ajouter les pointes de perçage séparément. Au lieu de cela, une vis autoperceuse complète peut être formée du début à la fin grâce à un processus automatisé. Il peut former des formes complexes et complexes. Cette machine utilise plusieurs stations de formage pour créer progressivement les rainures et la pointe du foret.
| Modèle | X15-30G | X15-37G | X15-50G | X15-63G | X15-76G | X15-100G | Z32G-51 |
| Moteur principal KW(4HP) | 3 | 3 | 3 | 3 | 3 | 3 | 3 |
| Diamètre (mm) | 2.3-5 | 2.3-5 |
2.3-5 |
2.3-5 |
2.3-5 |
2.3-5 |
2.3-5 |
| Longueur (mm) | 6-30 | 6-37 | 6-50 | 6-63 | 6-76 | 75-100 | Max.15 |
| Matrice principale (mm) | Φ34,5*50 | Φ34,5*55 |
Φ34,5*67 |
Φ34,5*80 |
Φ34,5*100 |
Φ34,5*115 |
|
| 1er Poinçon (mm) | Φ31*73 |
Φ31*73 |
Φ31*73 |
Φ31*73 |
Φ31*73 |
Φ31*73 |
|
| 2ème Poinçon (mm) | Φ31*73 |
Φ31*73 |
Φ31*73 |
Φ31*73 |
Φ31*73 |
Φ31*73 |
|
| Matrice de découpe (mm) | Φ19*35 | Φ19*35 |
Φ19*35 |
Φ19*35 |
Φ19*35 |
Φ19*35 |
|
| Coupeur (mm) | 10*32*63 | 10*32*63 |
10*32*63 |
10*32*63 |
10*32*63 |
10*32*63 |
|
| Vitesse (pièces/min.) | 260-300 | 190-215 | 180-195 | 130-150 | 120-135 | 85-100 | Max.900 réglable |
| Poids (kg) | 2300 |
2300 |
2300 |
2300 |
2300 |
2300 |
4200 |

Le principal argument de vente de la machine de frappe à froid pour vis autoperceuses est qu'elle peut produire la « queue de forage » de la vis autoperceuse en une seule opération, sans avoir besoin d'un traitement séparé. La tête de forage et la tête sont concentriques et la vis ne se tordra pas lors du serrage. De plus, les vis pliées à froid ont une résistance élevée et la partie tête de forage est moins susceptible de se briser.