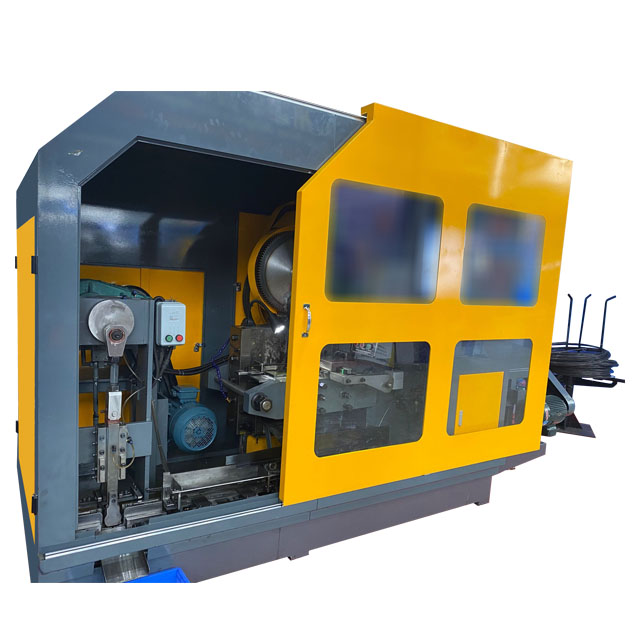



La machine de forgeage à froid à 6 matrices et 6 écrous ci-dessous du fabricant Ronen® complète le façonnage de l'ébauche d'écrou à travers six processus de forgeage en six étapes : coupe de fil, refoulement, formage hexagonal, poinçonnage, coupe des bords et dimensionnement final. Le fil ne nécessite pas de chauffage, économisant ainsi de l'énergie.
L'ancienne machine de forgeage à froid à 6 matrices et 6 écrous ci-dessous utilise six moules consécutifs pour façonner le fil en écrou. "Six down" fait référence à six poinçons enfoncés dans le moule de bas en haut. Ce dispositif permet de façonner progressivement le bloc métallique depuis une simple ébauche jusqu'à un écrou fileté fini.
Le réglage de l'ancienne machine de forgeage à froid d'écrous signifie aligner six ensembles d'outils. Au-dessus de chaque poste de travail se trouve une matrice et en dessous se trouve un poinçon. Ces deux-là doivent être parfaitement assortis. Ce réglage précis est crucial pour produire des noix de qualité constante. Une fois ce lien mis en œuvre, l’équipement ne nécessitera plus d’interventions fréquentes et seuls des ajustements mineurs seront nécessaires pour assurer un fonctionnement continu à long terme.
Un élément clé de la machine de forgeage à froid pour matrices et 6 écrous ci-dessous est le système utilisé pour déplacer les ébauches d'écrous entre six postes de travail. Ce mécanisme de transport doit être extrêmement fiable pour garantir le bon fonctionnement du processus à grande vitesse. En cas de situation de désynchronisation, cela peut provoquer un bourrage et entraîner des pièces défectueuses.
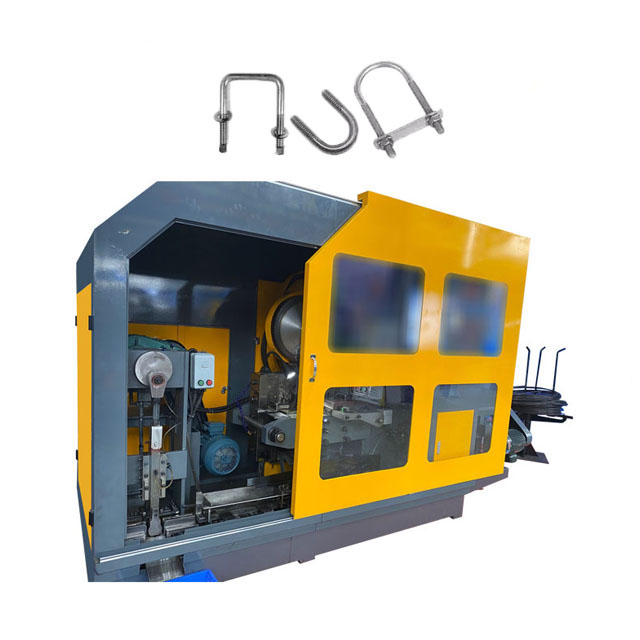
Vous pouvez configurer une machine de forgeage à froid pour écrous pour différents types d'écrous. En remplaçant six jeux de poinçons et de moules, la même machine peut être utilisée pour produire des écrous hexagonaux standards, des écrous hexagonaux robustes et même des écrous à brides, offrant ainsi une excellente flexibilité à l'atelier de fabrication.
| Spécification | Unité | 11B | 14B | 17B | 19B | 24B | 27B | 30B | 33B | 36B | 41B |
| Station de forgeage | Non. | 6S/7S | 6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
| Diamètre de coupure maximum | mm | 11 | 15 | 17 | 19 | 24 | 28 | 30 | 33 | 36 | 41 |
| Longueur de sortie | mm | 20/30/40 | 20/30/40 | 25/40/60 | 25/30/40/60/80 | 30/60/80 | 30/40/60/80 | 30/40/60/80 | 40/60/80/100 | 50/60/80/100 | 50/60/80/100 |
| Pas de matrices | mm | 50 | 60 | 70 | 80 | 100 | 110 | 120 | 140 | 150 | 165 |
| Pouvoir de forgeage | Tonne | 60 | 90 | 110 | 135 | 230 | 260 | 300 | 360 | 420 | 650 |
| Taille de production |
|
M3-M6 | M6-M10 | M8-M12 | M8-M14 | M10-M18 | M12-M18 | M14-M20 | M16-M22 | M18-M24 | M20-M27 |
| Sortir | min/pièce | 250 | 180 | 150 | 140 | 70 | 60 | 60 | 90 | 80 | 70 |
| Moteur principal | HP | 15 | 20 | 30 | 50 | 75 | 100 | 125 | 150 | 250 | 350 |
| Moteur de lubrification | HP | 1.5 | 1.5 | 1.5 | 1,5+3 | 1,5+3 |
1,5+3 |
1,5+3 |
1,5+3 |
1,5+3 |
1,5+3 |
| Lubrifiant | L | 700 | 1000 | 1100 | 1200 | 1700 | 2300 | 2000 | 2400 | 2400 | 2400 |
| Poids approximatif | Tonne | 4.5 | 8 | 11 | 14 | 25 | 38 | 42 | 45 | 70 | 73 |
Les caractéristiques de la machine de forgeage à froid pour matrices et 6 écrous ci-dessous sont qu'elle dispose de fonctions de station complètes et d'une large compatibilité avec les matériaux. Si vous souhaitez effectuer un chanfreinage, utilisez le modèle à 5 stations ; Pour réaliser des motifs antidérapants, il suffit de passer au moule 4 postes sans aucun équipement supplémentaire. Le moule de chaque station est indépendant, et si un moule est endommagé, il suffit de le remplacer par celui correspondant. C'est très pratique.