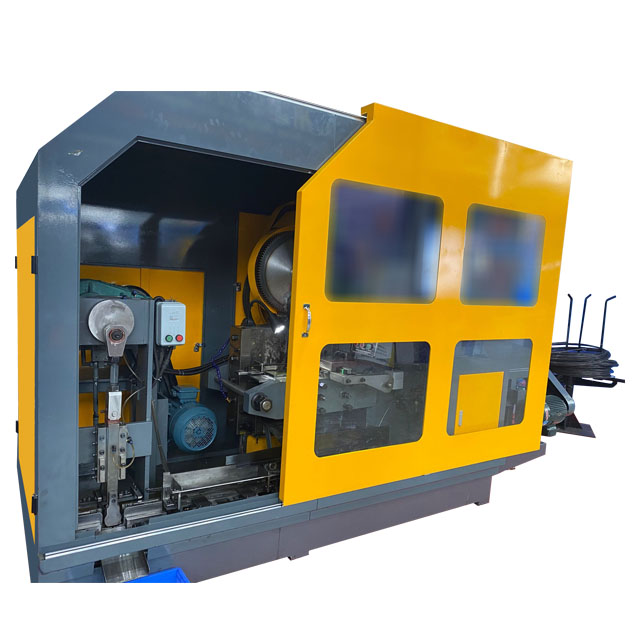



La machine de fabrication de formeuses d'écrous Ronen®6 Station façonne les ébauches en six étapes : coupe au fil, refoulement, formage initial, formage hexagonal, détourage, polissage final. Pas besoin de déplacer les flans entre les moules ; les opérateurs ne surveillent pas en permanence, ce qui est idéal pour le fournisseur.
La machine de fabrication d'écrous à 6 stations utilise six stations d'extrusion à froid consécutives pour transformer progressivement le fil métallique en ébauche d'écrou. Les moules à chaque poste de travail sont indépendants. Si un moule est endommagé, remplacez-le simplement au lieu de l’ensemble. Cela peut permettre d'économiser beaucoup d'argent sur les moules.
La machine de fabrication de noix produit des noix en six étapes. Un fil d’acier est d’abord coupé, puis envoyé à chaque poste de travail. Différents outils façonnent l'ébauche, lui donnent la forme d'un hexagone, perforent des trous et filetent, et enfin transforment une simple pièce en forme de bloc en un écrou fini. Aucune intervention manuelle n'est requise.
La machine de fabrication d'écrous à 6 stations utilise le processus de forgeage à froid, qui permet de façonner le métal sans avoir besoin de chauffage. Ce processus rend les noix plus robustes et réduit la consommation d'énergie. Parce qu’il forme les écrous en remplaçant le métal plutôt qu’en le coupant, la quantité de déchets générée est également très faible.
L'entretien de la machine de fabrication de formeuses d'écrous implique généralement le poinçon et le moule. Ces composants s'usent en raison de la pression élevée lors du formage du métal et doivent être remplacés régulièrement. Pour produire des noix stables et de haute qualité, il est nécessaire de maintenir le moule en bon état.
| Spécification | Unité | 11B | 14B | 17B | 19B | 24B | 27B | 30B | 33B | 36B | 41B |
| Station de forgeage | Non. | 6S/7S | 6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
| Diamètre de coupure maximum | mm | 11 | 15 | 17 | 19 | 24 | 27 | 30 | 33 | 36 | 41 |
| Longueur de sortie | mm | 20/30/40 | 20/30/40 | 25/40/60 | 25/30/40/60/80 | 30/60/80 | 30/40/60/80 | 30/40/60/80 | 40/60/80/100 | 50/60/80/100 | 50/60/80/100 |
| Pas de matrices | mm | 50 | 60 | 70 | 80 | 100 | 110 | 120 | 140 | 150 | 160 |
| Pouvoir de forgeage | Tonne | 60 | 90 | 110 | 135 | 230 | 260 | 300 | 360 | 420 | 650 |
| Taille de production |
|
M3-M6 | M6-M10 | M8-M12 | M8-M14 | M10-M18 | M12-M18 | M14-M20 | M16-M22 | M18-M24 | M20-M27 |
| Sortir | min/pièce | 250 | 180 | 150 | 140 | 70 | 60 | 60 | 90 | 80 | 70 |
| Moteur principal | HP | 15 | 20 | 30 | 50 | 75 | 100 | 125 | 150 | 250 | 350 |
| Moteur de lubrification | HP | 1.5 | 1.5 | 1.5 | 1,5+3 | 1,5+3 |
1,5+3 |
1,5+3 |
1,5+3 |
1,5+3 |
1,5+3 |
| Lubrifiant | L | 700 | 1000 | 1100 | 1200 | 1700 | 2300 | 2000 | 2400 | 2400 | 2400 |
| Poids approximatif | Tonne | 4.5 | 8 | 11 | 14 | 25 | 38 | 42 | 45 | 70 | 73 |
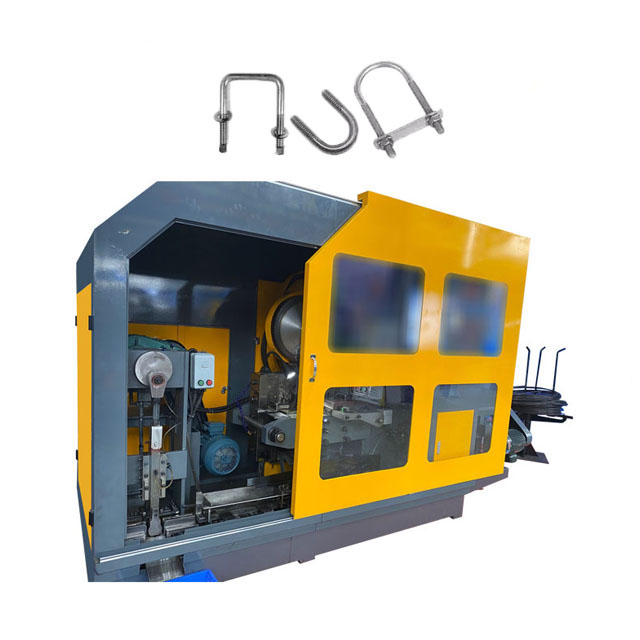
L'argument de vente de la machine de fabrication d'écrous à 6 stations est la « finition multi-stations », qui lui permet de produire des écrous légèrement plus complexes sans avoir besoin de processus supplémentaires. Par exemple, des écrous avec de petites marches et des écrous avec des motifs antidérapants sur les bords. La longueur des côtés opposés de l'écrou hexagonal peut être contrôlée avec une erreur de 0,06 millimètres, et il ne restera pas coincé lors du serrage du boulon.