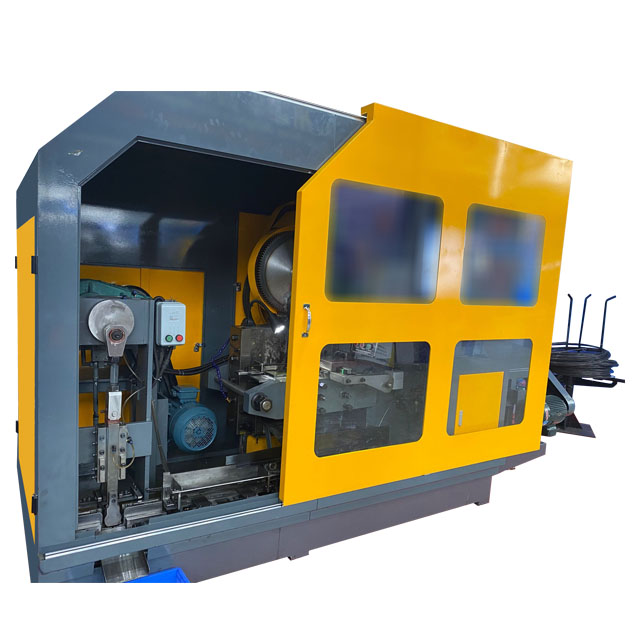
La machine Ronen® Automatic 2 Die 2 Bound Bolt est favorisée par de nombreux fabricants. Il forme les blancs en deux étapes. Le premier moule forme la forme initiale de la tête, tandis que le deuxième moule complète la mise en forme finale. Il n'est pas nécessaire de les utiliser séparément. Les matières premières peuvent être produites sans supervision continue.
La "machine de fabrication de boulons de soufflage automatique 2 Die 2" est une machine de formage à deux coups à deux moules entièrement automatique, spécialement conçue pour le traitement par lots des blancs de boulons. Il peut gérer des matériaux métalliques avec des diamètres allant de 3 à 12 millimètres, y compris l'acier au carbone et l'acier inoxydable.
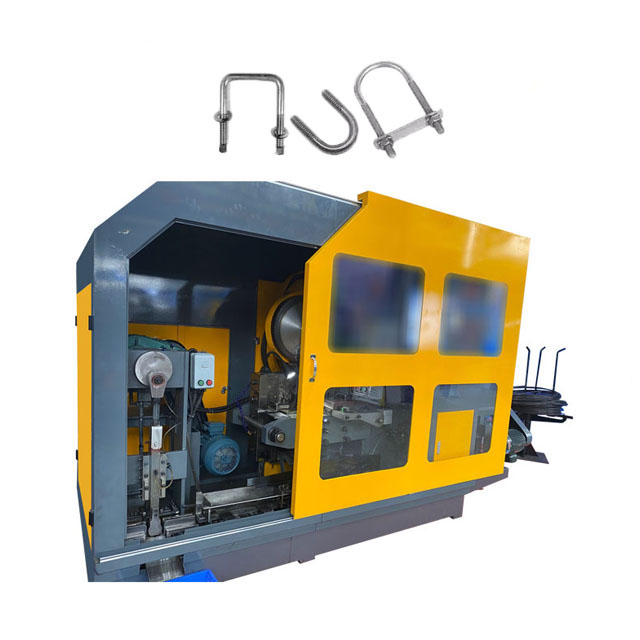
La machine de fabrication automatique 2 Die 2 Blow Bolt est un type spécial de machine à ruban à froid. Il forme la tête de boulon en effectuant deux processus d'estampage sur le blanc de fil en deux matrices distinctes. Le premier estampage commence le processus de bouleversement dans le premier fir, provoquant le rassemblement du métal. Le deuxième empreinte complète la formation finale de la forme de la tête du boulon dans le deuxième fir. Comparé à une seule machine d'estampage, ce processus en deux étapes peut produire des têtes de boulons plus complexes ou plus grandes.
La machine de fabrication de boulons commence par le fil de la bobine. Le mangeur automatique guide le fil à travers la machine de redressement pour éliminer les virages. Ensuite, le mécanisme de coupe coupe le fil en blancs précis. Ces blancs sont immédiatement transférés au premier déversement. La longueur cohérente du blanc est cruciale pour la quantité appropriée de métal dans les deux processus d'estampage.
Dans la machine automatique de fabrication de boulons de soufflage 2, les blancs coupés sont introduits dans le premier dé. Le premier coup de poing frappe l'extrémité du blanc, l'extrudant en une forme initiale, généralement une forme conique ou cylindrique simple. Ce stade "pré-formant" se rassemble et redistribue le métal, ce qui facilite la forme correctement de la forme de la tête à la station suivante.
| Modèle | Unité | RNBF-63 | RNBF-83 | RNBF-83SL | RNBF-103 | RNBF-103L | RNBF-133 | RNBF-133SL | RNBF-133L |
| Station de forgeage | NON. | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 |
| Force de forgeage | KGF | 35.000 | 60.000 | 60.000 | 80.000 | 80.000 | 115.000 | 120.000 | 120.000 |
| Dia de coupe max | MM | ∅8 |
∅10 |
∅10 |
∅12 |
∅12 |
∅15 |
∅15 |
∅15 |
| Max.cur-off | MM | 80 | 80 | 115 | 135 | 185 | 145 | 190 | 265 |
| Taux de sortie | PCS / Min | 150-240 | 130-200 | 120-190 | 100-160 | 85-140 | 90-160 | 80-120 | 60-100 |
| P.K.O.stroke | MM | 12 | 15 | 18 | 30 | 30 | 30 | 40 | 40 |
| K.o.stroke | MM | 70 | 70 | 92 | 118 | 160 | 110 | 175 | 225 |
| Coup de bélier principal | MM | 110 | 110 | 160 | 190 | 262 | 190 | 270 | 380 |
| Puissance du moteur principal | Kw | 11 | 15 | 18.5 | 22 | 22 | 30 | 37 | 37 |
| DIMS globalement. de coupé die | MM | ∅30x45l |
∅35x50L |
∅35x50L |
∅45x59l |
∅45x59l |
∅63x69l |
∅63x69l |
∅63x69l |
| DIMS globalement. de punch die | MM | ∅40x90L |
∅45x90L |
∅45x125L |
∅53x115l |
∅53x115l |
∅60x130L |
∅60x130L |
∅60x229l |
| DIMS globalement. de la matrice principale | MM | ∅50x85l |
∅60x85l |
∅60x130L |
∅75x135L |
∅75x185l |
∅86x135L |
∅86x190L |
∅86x305l |
| Tangage | MM | 60 | 70 | 70 | 90 | 94 | 110 | 110 | 110 |
| Poids d'environ | Tonne | 6.5 | 11.5 | 12 | 15 | 19.5 | 20 | 26 | 31 |
| Dia boulon applicable | MM | 3-6 | 5-8 | 6-10 | 6-10 | 8-12,7 | 8-12,7 | 8-12,7 | 8-12,7 |
| Longueur de la tige de blanc | MM | 10-65 | 10-65 | 15-90 | 15-110 | 20-152 | 20-100 | 20-160 | 50-220 |
| Dim global | MM | 5300 * 2900 * 2300 | 6000 * 3100 * 2500 | 6500 * 3100 * 2500 | 7400 * 3500 * 2800 | 9000 * 3400 * 2900 | 7400 * 3500 * 2800 | 10000 * 3690 * 2900 | 10000 * 3690 * 3000 |
Les arguments de vente de la machine de fabrication automatique 2 Die 2 Blow Bolt sont son automatisation complète et son efficacité élevée. De l'alimentation du matériau à la coupe et à la formation, aucune intervention humaine n'est requise. Les travailleurs n'ont qu'à placer le fil dans le rack d'alimentation et à définir les paramètres. La formation de la tête est plus régulière et aucun défaut qui peut se produire lors d'une seule extrusion n'apparaîtra.