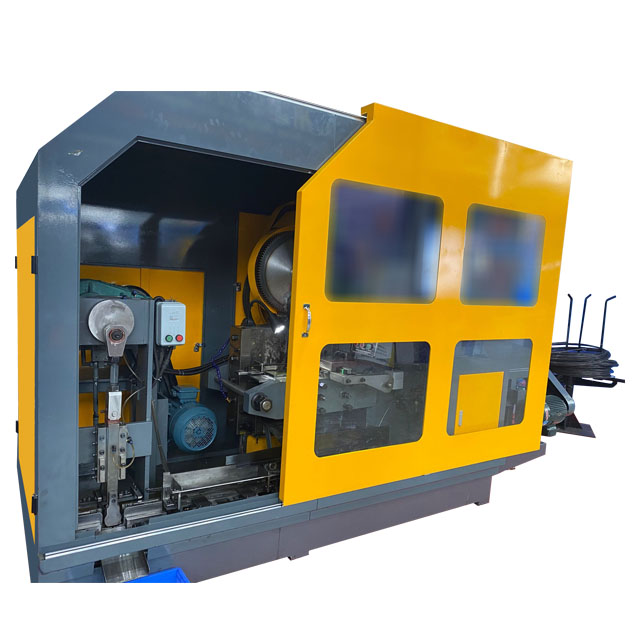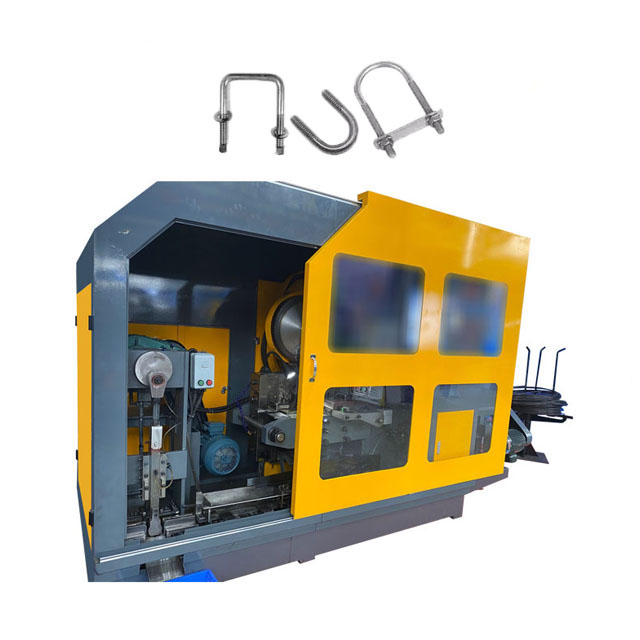



Ronen®, le fabricant, produit la machine automatique de fabrication de boulons à 4 matrices et 4 soufflages, qui forme des ébauches de boulons via quatre étapes de moulage et quatre processus de forgeage : coupe au fil, refoulement, formation de la tête, coupe finale. Les opérateurs n’ont besoin que de contrôles de sortie occasionnels, pas de surveillance constante.
La machine automatique de fabrication de boulons à 4 matrices et 4 soufflages utilise quatre ensembles de moules et quatre processus d'estampage consécutifs pour transformer automatiquement le fil métallique en ébauches de boulons. Pendant le processus de production, aucun ouvrier n’est nécessaire pour intervenir. Les machines termineront l’ensemble du processus par elles-mêmes.
La machine de fabrication de boulons transforme le fil métallique en boulons en quatre étapes. Il coupe une section du fil métallique puis l'alimente en quatre stations. A chaque station, le poinçon va presser le fil métallique pour former différentes parties du boulon, comme la tête du boulon ou la pointe du boulon. Finalement, un boulon fini est produit.
Placez une bobine de fil d'acier dans la machine automatique de fabrication de boulons à 4 matrices et 4 soufflages. Pendant le traitement, la machine redresse d'abord le fil d'acier, puis le coupe en longueurs prédéfinies et enfin le façonne grâce à un traitement continu pour fabriquer des boulons finis. Ce processus automatisé est conçu pour produire efficacement une grande quantité de boulons. Ce processus combine ce qui était auparavant plusieurs étapes distinctes en une opération continue sur une seule machine.
La machine de fabrication de boulons alimentera directement le matériau. La première matrice coupe le fil et forme la forme initiale de la tête. La deuxième matrice façonne la tête plus clairement (comme les bords d'une tête hexagonale). La troisième filière traite la partie tige (étapes simples ou réduction de diamètre). La quatrième matrice termine la tête et la partie tige, et enfin, le flan fini est automatiquement envoyé.
| Modèle | Unité | DBF-64S | DBF-64SL |
DBF-84S |
DBF-104S |
DBF-104L |
DBF-134L |
DBF-134L |
| Station de forge | NON. | 4 | 4 | 4 | 4 | 4 | 4 | 4 |
| Force de forge | KGF | 35.000 | 40.000 | 60.000 | 80.000 | 80.000 | 120.000 | 120.000 |
| Diamètre de coupure max. | mm | F8 | F8 |
Φ10 |
F12 |
F12 |
F15 |
F15 |
| Longueur de coupure maximale | mm | 80 | 105 | 115 | 135 | 185 | 190 | 265 |
| Taux de sortie | pièces/min | 140-210 | 130-200 | 120-180 | 90-140 | 80-130 | 75-110 | 50-80 |
| P.K.O.AVC | mm | 12 | 15 | 18 | 30 | 30 | 40 | 40 |
| Coup de K.O. | mm | 70 | 90 | 92 | 118 | 160 | 175 | 225 |
| Course du vérin principal | mm | 110 | 136 | 160 | 190 | 262 | 270 | 380 |
| Puissance du moteur principal | kW | 15 | 15 | 22 | 30 | 30 | 37 | 37 |
| Dimensions globales de la matrice coupée | mm | Φ30*45L | Φ30*45L |
Φ50*50L |
Φ45*59L |
Φ45*59L |
Φ63*69L |
Φ63*69L |
| Dimensions globales de la matrice de poinçonnage | mm | Φ40*90L |
Φ40*90L |
Φ45*125L |
Φ53*115L |
Φ53*115L |
Φ60*130L |
Φ60*229L |
| Dimensions globales de la matrice principale | mm | Φ50*85L |
Φ50*110L |
Φ60*130L |
Φ75*135L |
Φ75*185L |
Φ86*190L |
Φ86*305L |
| Pas de matrice | mm | 60 | 60 | 70 | 90 | 94 | 110 | 110 |
| Poids approximatif | Tonne | 8 | 10 | 14 | 18 | 21 | 28 | 33 |
| Diamètre du boulon applicable | mm | 3-6 | 3-6 | 5-8 | 6-10 | 6-10 | 8-12.7 | 8-12.7 |
| Longueur de tige du flan | mm | 10-65 | 10-80 | 15-90 | 15-110 | 20-152 | 20-160 | 40-220 |
| L'ensemble s'assombrit. | mm | 5300*3000*2300 | 5500*3100*2300 | 6500*3200*2500 | 7400*3500*2800 | 9000*3500*2900 | 10000*3800*2900 | 11000*3800*3000 |
L'argument de vente de la machine automatique de fabrication de boulons à 4 matrices et 4 soufflages est « entièrement automatique + formation de quatre moules ». Il est très efficace et économise du travail. Du point de vue des effets du processus, le processus à quatre moules et quatre coups peut produire des produits avec une plus grande précision que le processus à deux moules et deux coups grâce à un contrôle de moulage plus précis. La transition en arc de la tête du boulon à tête ronde est uniforme et continue sans déviation évidente ; la structure hexagonale du boulon à tête hexagonale est bien symétrique et l'erreur dimensionnelle de chaque côté est contrôlable. Il n’est pas nécessaire de procéder à un broyage ultérieur et le taux de déchets est inférieur.

 3 matrices 3 sous la machine de frappe à froid de la pièce de boulon
3 matrices 3 sous la machine de frappe à froid de la pièce de boulon 4 matrices 4 sous la machine de forgeage à froid des boulons
4 matrices 4 sous la machine de forgeage à froid des boulons 5 Matrices 5 ci-dessous la machine de formage à froid de pièces de boulons
5 Matrices 5 ci-dessous la machine de formage à froid de pièces de boulons Machine de fabrication de boulons
Machine de fabrication de boulons Ancienne machine de forgeage à froid à 3 stations
Ancienne machine de forgeage à froid à 3 stations Ancienne machine de forgeage à froid de boulons à 7 stations
Ancienne machine de forgeage à froid de boulons à 7 stations