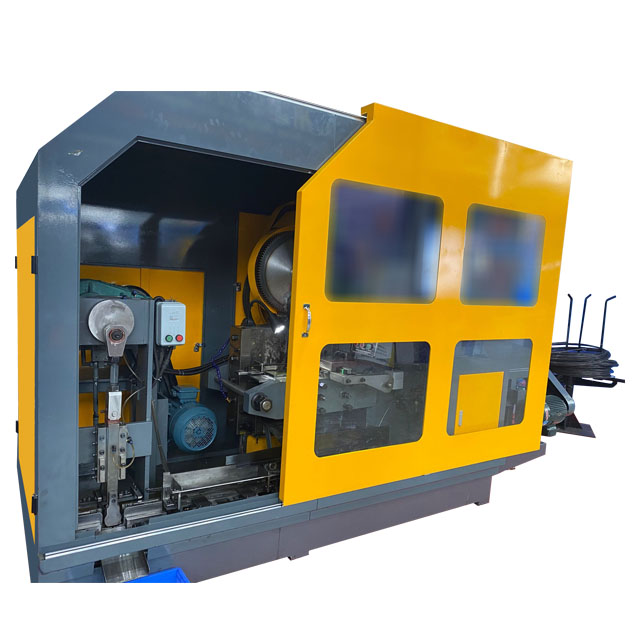
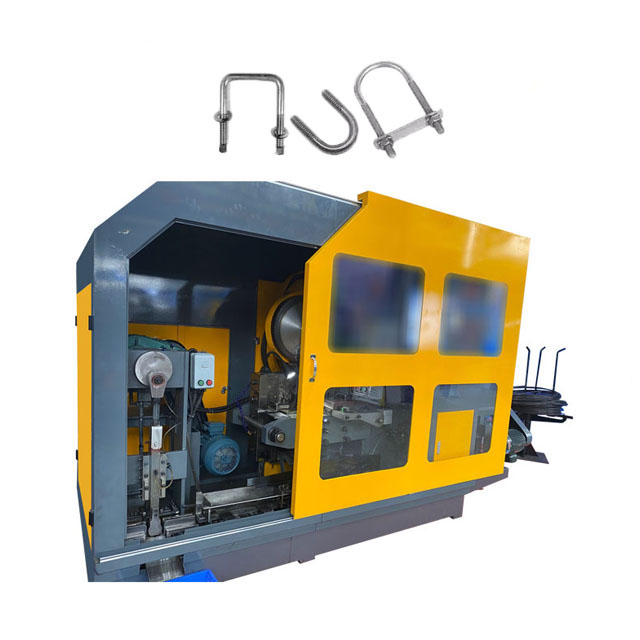
Le Ronen® High Speed Bolt Former est favorisé par de nombreux fabricants. Il peut rapidement transformer le fil métallique en ébauches de boulons. Il réalise en une seule fois le façonnage de la tête du boulon et la finition de la tige d'arbre. Il vous suffit de charger le fil, de définir la taille et la machine fonctionnera de manière stable sans arrêts fréquents.
Le formeur de boulons à grande vitesse est spécialement conçu pour le traitement rapide des ébauches de boulons. Tout d’abord, redressez et coupez le fil métallique. Ensuite, à l’aide de plusieurs jeux de moules, extrudez en continu la tête et la tige du boulon. L'ensemble du processus est entièrement automatisé.
La formeuse de boulons à grande vitesse est une machine de frappe à froid spécialement conçue pour atteindre un rendement de production maximal. Ses fonctions de base sont les mêmes que celles d'une machine de frappe standard - coupe de fil et formation de têtes de boulons - mais elle a été optimisée pour la vitesse de cycle. L'objectif principal de la conception est de produire un grand nombre d'ébauches de boulons à tête par minute, ce qui les rend adaptés à la production de masse.
La machine est dotée d'un châssis plus lourd et plus robuste et d'un vilebrequin plus robuste pour résister aux contraintes plus élevées causées par un fonctionnement rapide. Le système d'entraînement a été conçu dans un souci de conception bien équilibrée, ce qui permet d'obtenir un minimum de vibrations à des vitesses élevées. Sa structure robuste permet à la machine de fonctionner de manière fiable et fiable à sa vitesse de cycle maximale spécifiée sans risque d'usure excessive ou de dysfonctionnement.
L'une des principales caractéristiques du High Speed Bolt Former est son mécanisme de transmission rapide et précis. La conception des doigts ou des pinces utilisés pour déplacer les ébauches de boulons entre différentes stations principales vise à obtenir un mouvement minimal et un démarrage rapide. Le timing de la transmission est crucial pour obtenir un fonctionnement à grande vitesse, car tout retard entre les stations limitera la productivité globale.
| Modèle | Unité | RNBF-63S | RNBF-83S | RNBF-83SL | RNBF-103S | RNBF-103L | RNBF-133S | RNBF-133SL | RNBF-133L |
| Station de forge | NON. | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 |
| Force de forge | KGF | 35 000 | 60 000 | 60 000 | 80 000 | 80 000 | 115.000 | 120.000 | 120.000 |
| Diamètre de coupure max. | mm |
Ø8 |
Ø10 |
Ø10 |
Ø12 |
Ø12 |
Ø15 |
Ø15 |
Ø15 |
| Longueur de coupure maximale | mm | 80 | 80 | 115 | 135 | 185 | 145 | 190 | 265 |
| Taux de sortie | pièces/min | 150-240 | 130-200 | 120-190 | 100-160 | 85-140 | 90-160 | 80-120 | 60-100 |
| P.K.O.AVC | mm | 12 | 15 | 18 | 30 | 30 | 30 | 40 | 40 |
| Coup de K.O. | mm | 70 | 70 | 92 | 118 | 160 | 110 | 175 | 225 |
| Course du vérin principal | mm | 110 | 110 | 160 | 190 | 262 | 190 | 270 | 380 |
| Puissance du moteur principal | kW | 11 | 15 | 18.5 | 22 | 22 | 30 | 37 | 37 |
| Dimensions globales de la matrice coupée | mm |
Ø30x45L |
Ø35x50L |
Ø35x50L |
Ø45x59L |
Ø45x59L |
Ø63x69L |
Ø63x69L |
Ø63x69L |
| Dimensions globales de la matrice de poinçonnage | mm |
Ø40x90L |
Ø45x90L |
Ø45x125L |
Ø53x115L |
Ø53x115L |
Ø60x130L |
Ø60x130L |
Ø60x229L |
| Dimensions globales de la matrice principale | mm |
Ø50x85L |
Ø60x85L |
Ø60x130L |
Ø75x135L |
Ø75x185L |
Ø86x135L |
Ø86x190L |
Ø86x305L |
| Pas de matrice | mm | 60 | 70 | 70 | 90 | 94 | 110 | 110 | 110 |
| Poids approximatif | Tonne | 6.5 | 11.5 | 12 | 15 | 19.5 | 20 | 26 | 31 |
| Diamètre du boulon applicable | mm | 3-6 | 5-8 | 6-10 | 6-10 | 8-12.7 | 8-12.7 |
8-12.7 |
8-12.7 |
| Longueur de tige du flan | mm | 10-65 | 10-65 | 15-90 | 15-110 | 20-152 | 20-100 | 20-160 | 50-220 |
| L'ensemble s'assombrit | mm | 5300*2900*2300 | 6000*3100*2500 | 6500*3100*2500 | 7400*3500*2800 | 9000*3400*2900 | 7400*3500*2800 | 10000*3690*2900 | 10000*3690*3000 |
Les principales caractéristiques du High Speed Bolt Former sont son changement de moule rapide et sa grande stabilité. Le corps est en fonte épaisse. Lors d'un fonctionnement à grande vitesse, cela provoque peu de vibrations et ne déformera pas la tête du boulon en raison des secousses. Assurez-vous que le poids et la taille de chaque pièce de matériau sont uniformes, afin qu'aucun ajustement supplémentaire ne soit nécessaire lors du traitement ultérieur des fils.