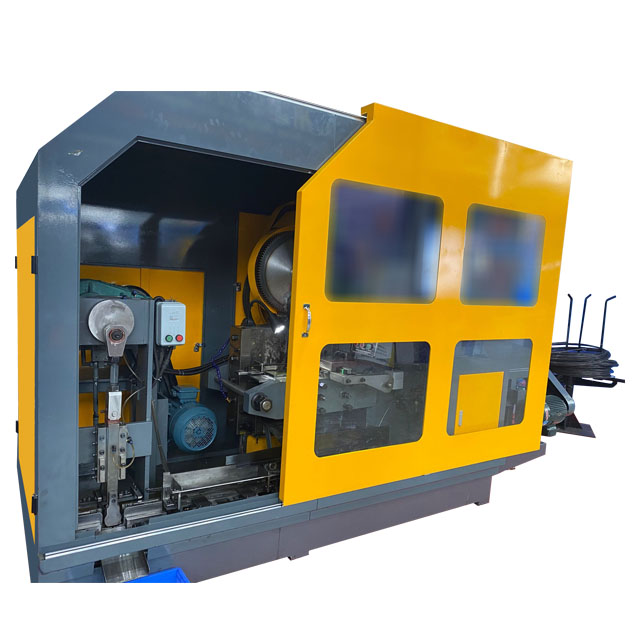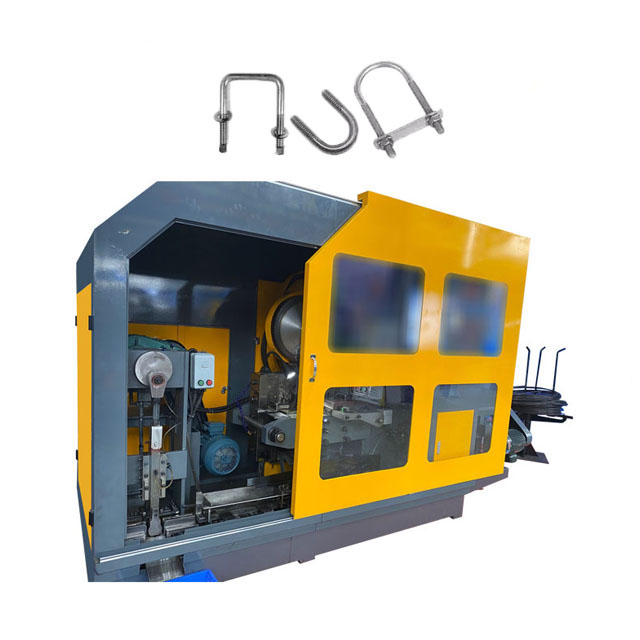



Du fabricant Ronen®, la machine à former les écrous RNF 6 3S forme les ébauches d'écrous en trois étapes clés : coupe du fil, refoulement et mise en forme. C'est plus simple que le modèle à six positions, mais plus rapide que le fonctionnement manuel. Il vous suffit de mettre le fil métallique dans le chargeur et la machine fonctionnera automatiquement.
La machine à former les écrous RNF 6 3S transforme le fil en écrous finis via trois postes de travail. Il coupe les ébauches de fil et les alimente dans chaque poste de travail, où différents outils sont utilisés pour façonner le métal. La machine termine automatiquement l’ensemble du processus de fabrication des écrous.
Lors du fonctionnement de la machine à former les écrous, la première étape consiste à insérer une bobine. La machine alimentera la bobine, la coupera à la longueur souhaitée, puis transférera chaque segment de la bobine vers les six stations de formage. Chaque station effectuera des opérations spécifiques pour former progressivement un écrou complet.
La machine de formage d'écrous s'appuie sur le processus de forgeage à froid pour terminer le processus de formage de l'écrou sous pression à température ambiante. Ce procédé améliore la résistance du métal tout en consommant moins d'énergie que le forgeage à chaud. Puisqu’il façonne le métal par déplacement plutôt que par découpe, il réduit également le gaspillage de matériau.
Le fonctionnement de la formeuse d'écrous RNF 6 3S implique principalement la surveillance du système automatisé. Les opérateurs chargent les bobines et inspectent la qualité des écrous finis. Une fois la machine démarrée, l’ensemble du processus de formage peut être réalisé pratiquement sans intervention humaine. Des contrôles réguliers doivent être effectués sur l’usure des moules.
| Spécification | Unité | 11B | 14B | 17B | 19B | 24B | 27B | 30B | 33B | 36B | 41B |
| Station de forgeage | Non. | 6S/7S | 6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
| Diamètre de coupure maximum | mm | 11 | 15 | 17 | 19 | 24 | 28 | 30 | 33 | 36 | 41 |
| Longueur de sortie | mm | 20/30/40 | 20/30/40 | 25/40/60 | 25/30/40/60/80 | 30/60/80 | 30/40/60/80 | 30/40/60/80 | 40/60/80/100 | 50/60/80/100 | 50/60/80/100 |
| Pas de matrices | mm | 50 | 60 | 70 | 80 | 100 | 110 | 120 | 140 | 150 | 165 |
| Pouvoir de forgeage | Tonne | 60 | 90 | 110 | 135 | 230 | 260 | 300 | 360 | 420 | 650 |
| Taille de production |
|
M3-M6 | M6-M10 | M8-M12 | M8-M14 | M10-M18 | M12-M18 | M14-M20 | M16-M22 | M18-M24 | M20-M27 |
| Sortir | min/pièce | 250 | 180 | 150 | 140 | 70 | 60 | 60 | 90 | 80 | 70 |
| Moteur principal | HP | 15 | 20 | 30 | 50 | 75 | 100 | 125 | 150 | 250 | 350 |
| Lubrification | HP | 1.5 | 1.5 | 1.5 | 1,5+3 | 1,5+3 |
1,5+3 |
1,5+3 |
1,5+3 |
1,5+3 |
1,5+3 |
| Lubrifiant | L | 700 | 1000 | 1100 | 1200 | 1700 | 2300 | 2000 | 2400 | 2400 | 2400 |
| Poids approximatif | Tonne | 4.5 | 8 | 11 | 14 | 25 | 38 | 42 | 45 | 70 | 73 |
L'argument de vente de la machine à former les écrous RNF 6 3S est « une alimentation stable et un changement de moule rapide ». Il peut maintenir fermement le fil et l'insérer en douceur, sans dévier ni se coincer. Les travailleurs n’ont pas besoin d’ajuster l’alimentation. La frappe à froid ne produit aucun déchet et 95 % ou plus du fil peut être utilisé, ce qui peut vous faire économiser de l'argent.